Главная » 2016»Апрель»21 » «НИИ стали» запатентовал способ сварки ультравысокопрочных броневых сталей.
07:51
«НИИ стали» запатентовал способ сварки ультравысокопрочных броневых сталей.
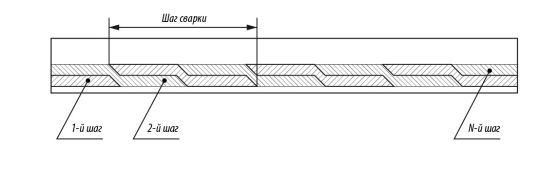
Броневые стали свариваются трудно и требуют очень строгого соблюдения технологии сварки. Сварка ультравысокопрочных сталей, содержание углерода в которых доходит до 0,5%, становится неразрешимой проблемой для многих разработчиков бронеконструкций. Так, например, шведскую броневую ультравысокопрочную сталь марки «Armox Advance» нельзя не то что сваривать, ее нельзя нагревать свыше 100°С, иначе она теряет свои прочностные свойства. Сварной шов при традиционном способе сварки растрескивается, образуя так называемые «холодные трещины». Чтобы устранить этот дефект необходим предварительный подогрев околошовной области, а чтобы свариваемые стали не потеряли заданной прочности, их нельзя сильно нагревать. При традиционной сварке эти взаимоисключающие требования выполнить невозможно и в этом главная проблема при сварке ультравысокопрочных сталей. Однако инженеры НИИ стали (входит в Концерн «Тракторные Заводы») сумели эту проблему решить, применив так называемый каскадный способ сварки (Патент №2521922). Суть его в том, что шов варится не целиком, а небольшими последовательными шагами. Каждый последующий шаг сварки начинается с места, расположенного на полшага назад. Т.е. второй проход сварочного шва делается на области, которая прогрета первым проходом и она еще не успела остыть. В то же время основной металл при таком режиме не успевает нагреться до критической температуры. Однако, при всей кажущейся простоте предложенного способа получить качественное сварное соединение деталей из ультравысокопрочных сталей далеко не просто и под силу только опытному высококвалифицированному сварщику. Разные размеры броневых деталей влияющий на параметры теплоотвода, разные толщины свариваемых листов требуют тщательного подбора длины шага, величины сварочного тока, скорости сварки и учета многих других параметров, влияющих на конечный результат. Сварщикам НИИ стали эта задача оказалась по плечу и сегодня новая ультравысокопрочная сталь марки 44С-Cв-Ш, разработки «НИИ стали» с успехом используется в сварных бронеконструкциях на перспективных образцах военной техники российского производства.
Схема сварки, разработанная в НИИ стали Источник: http://www.tplants.com/
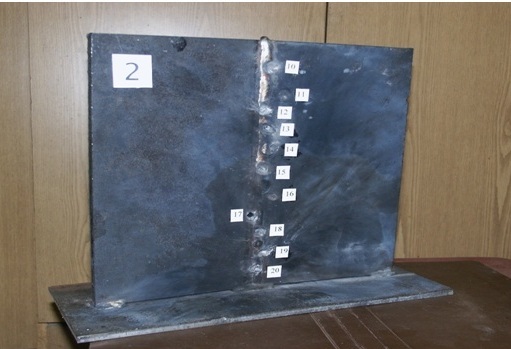
Ультравысокопрочная броневая сталь, сваренная каскадным швом, после испытаний Источник: http://www.tplants.com/












 Броневые стали свариваются трудно и требуют очень строгого соблюдения технологии сварки. Сварка ультравысокопрочных сталей, содержание углерода в которых доходит до 0,5%, становится неразрешимой проблемой для многих разработчиков бронеконструкций. Так, например, шведскую броневую ультравысокопрочную сталь марки «Armox Advance» нельзя не то что сваривать, ее нельзя нагревать свыше 100°С, иначе она теряет свои прочностные свойства. Сварной шов при традиционном способе сварки растрескивается, образуя так называемые «холодные трещины». Чтобы устранить этот дефект необходим предварительный подогрев околошовной области, а чтобы свариваемые стали не потеряли заданной прочности, их нельзя сильно нагревать. При традиционной сварке эти взаимоисключающие требования выполнить невозможно и в этом главная проблема при сварке ультравысокопрочных сталей.
Броневые стали свариваются трудно и требуют очень строгого соблюдения технологии сварки. Сварка ультравысокопрочных сталей, содержание углерода в которых доходит до 0,5%, становится неразрешимой проблемой для многих разработчиков бронеконструкций. Так, например, шведскую броневую ультравысокопрочную сталь марки «Armox Advance» нельзя не то что сваривать, ее нельзя нагревать свыше 100°С, иначе она теряет свои прочностные свойства. Сварной шов при традиционном способе сварки растрескивается, образуя так называемые «холодные трещины». Чтобы устранить этот дефект необходим предварительный подогрев околошовной области, а чтобы свариваемые стали не потеряли заданной прочности, их нельзя сильно нагревать. При традиционной сварке эти взаимоисключающие требования выполнить невозможно и в этом главная проблема при сварке ультравысокопрочных сталей.